
Burghausen: Einbauharmonium

So sieht es aus, wenn ein Neubauprojekt beginnt.

Die gut abgelagerte Fichte stammt vom eigenen Holzplatz und und wurde hier schon grob auf Maß gebracht.

Auf den Zuschnitt folgte das Aushobeln der Rahmenteile.

Da so ein Harmonium (wie auch eine Orgel) aus vielen Löchern und Schlitzen besteht, kam die CNC-Fräse zum Einsatz.

Hier wurde gerade der Kanzellenblock vorbereitet. Im Bass hohe, im Diskant niedrige Kanzellen.

Als nächsten wurden die Kanzellen selbst ausgefräst.

Wie immer, fallen bei solchen Arbeiten ordentlich Späne an.

Da der Kanzellenblock aus Multiplex besteht, mussten die einzelnen Kanzellen ausgeleimt werden. Die einzelnen Schichten dieses Materials sind nicht immer ganz dicht.

Hier habe ich die beiden zum Einsatz kommenden Spiele einmal aufgelegt. E. Silberhorn, Stuttgart, um 1900.

Nachdem alle Teile zurecht geschnitten waren, konnte die gesamte Windlade verleimt werden.

Da auf der Oberseite des Kanzellenblocks die Ventilplatte aufgeleimt werden soll, musste dieser abgerichtet werden.

Auch hier war wieder die CNC gefragt. Im Bild sieht man hinten den schon abgerichteten Teil (noch nicht genug), vorne war die Maschine noch nicht.

Die Ventilplatte mit ihren Schlitzen entsteht.

Auch die Ventilhebel wurden aus Multiplex gefertigt. Sie sind leicht, stabil und verzugsfrei.

So sieht einer der beiden Waagbalken aus. In ihm sitzen später die Ventilwippen.

Lose zusammengelegt, kann man hier schon gut die Funktion erkennen. Die Hebel werden einmal durch elektrische Ventilmagnete bedient.

Hier liefen die Vorbereitungen zum Verleimen der Lade. Im Bild sieht man die nötigen Zwingen und Zulagen.

Eine gute Vorbereitung ist das A und O beim Verleimen. Hier liegt das Ventilbrett noch lose unter dem Ladenrahmen.

Gut 15 min. später sah das Ganze dann so aus.

Zwischendurch wurden die Ventilträger angefertigt und verputzt.

Nach der Verleimung wurde alles nochmal geprüft - passt!

Nun konnte der Trennschied zwischen den beiden Spielen eingesetzt werden, dann ging es ans Abrichten.
 Über den Ventilen sitzt ein Schweller,
welcher hier entsteht.
Über den Ventilen sitzt ein Schweller,
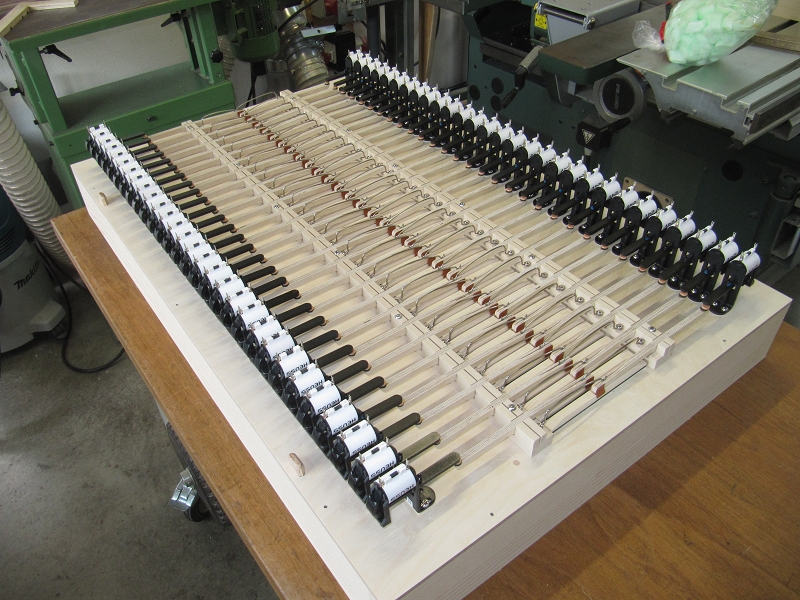
welcher hier entsteht. Nun ist alles schon weit vorbereitet. Im
Bild sieht man die schon montierten Waagbalken, Teile der
Registermechanik, Schwell-Hebel, Ventilträger, Ventilwippen ...
Nun ist alles schon weit vorbereitet. Im
Bild sieht man die schon montierten Waagbalken, Teile der
Registermechanik, Schwell-Hebel, Ventilträger, Ventilwippen ... 
Hier liegt der Schwellkasten schon auf der Lade.

Über fünf Klappen wird die Dynamik geregelt.

Zur Steuerung der Klappen, wird der Schweller an das in der Orgel bestehende System (Elektrik) angeschlossen.

Somit ist die "Hardware" fertig, der Einbau kann beginnen.

Als erstes wurden die Ventile mit Filz und Leder belegt.

Die Ventilwippen erhielten ihre Garnierungen.

In dieser Ansicht erinnert das Ganze stark an ein Druckwindharmonium.
Um den Einbau der Magnete zu ermöglichen, musste eine Seite der Ventile gespiegelt montiert werden.

Auch die Registerschaltung erfolgt elektrisch.

Die beiden Schleifenzugmagnete bedienen zwei Klappen, welche im Windkanal sitzen.

Deckel drauf - fertig? Da war noch was ...

Nun wurden die Zungen eingebaut. Dabei handelt es sich um Druckwindplatten aus dem Hause Silberhorn, Stuttgart, Bj. ca. 1900

Das Cor Angalis wurde auf 438 Hz gestimmt, die Celeste 10 Cent tiefer (Kundenwunsch).

Bis alles gut passte und sauber ansprach, vergingen 2 Tage.

Dann war alles bereit für die Lieferung. Ich bin schon gespannt wie es klingen wird, ich werde berichten.